



技术特点
新产品多盘式磁选机应用效果所反应的经济价值,具体情况介绍如下:
铁原矿经过选别作业处理后,其主要成分已在精矿中富集,有的经过综合处理后,矿石的次要成分或其它也得到回收,所剩余的部分产物含有用成份很低,这部分产物称之为尾矿。应当指出在尾矿中仍然含有大量的有用铁物质。
一个设计规模600万吨1年(600万T/Y)的选矿厂,原矿石品位为30%,获得精矿品位为66%,年生产铁精矿220万吨,尾矿量为380万吨,其中含铁量大约为38万吨。为充分利用国家资源,现研制回收尾矿中有用铁的多盘式磁选机,回收铁性物品位可达35%,因为是上段的尾矿,其粒度拉进粗磨,经细磨后进入弱磁选,最少可获得合格的铁精矿约8万吨,按最低售价150元/吨计算,年可创产值1200万元,年获利480万元。
1、处理量大、回收率高、耗水量少。
由于采用聚磁等技术组成的复合磁系,使得盘周围磁场深度达。场强高、梯度大,与其他同类产品现场使用比较回收量是它的2-3倍。
2、卸料容易、磁块不磨损。
采用移动磁场技术,补吸矿粉在水冲力作用下,借助移动磁场磁力,矿粉自动汇集靠近磁盘外沿,由于磁盘外沿为同一磁极(N或S),在根据磁场同极相斥原理,刮板很容易将其刮下并在磁面留下一层保护层。
3、结构简单、能耗小
采用普通摆线针轮减速机,无复杂的调速系统及复杂的感应盘卸料装置,比同类产品节能5%-25%,优化机械结构,克服了从磁盘上顶端卸料而引起的磁盘松动、串轴等弊端。本设备运行过程中,除定时添加润滑油及更换挂料胶板外无需考虑机械故障。
4、使用寿命长
由于本机采用钕铁硼为磁源,克服了传统回收机不耐腐蚀、不耐高温、易氧化、磁力衰减快等缺点。经我公司科研人员精心研制,反复试验,成功对强磁块进行保护处理,可显著延长使用寿命。
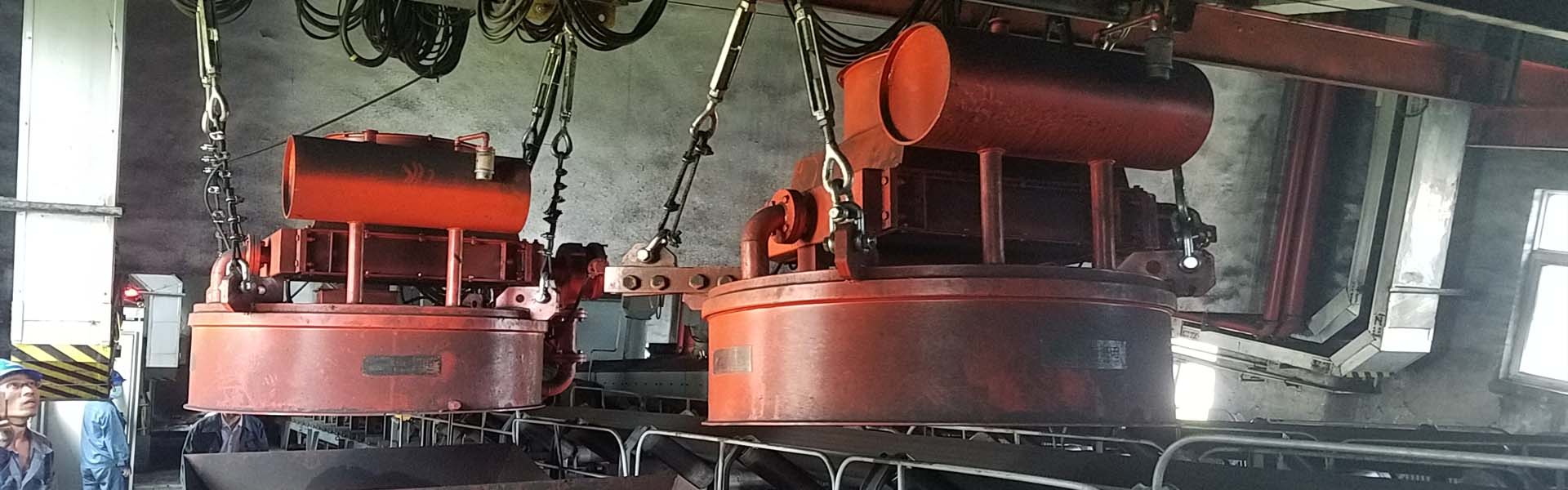
案例现场








工作原理
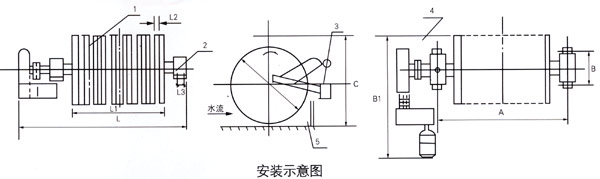
外形图
规格参数










 电话咨询
电话咨询 在线地图
在线地图 分享
分享 返回首页
返回首页